

Maximizing Warehouse Space: The Ultimate Guide to Mobile Rack Design & Integration
If your warehouse feels like it’s “shrinking” over time—even though the physical space hasn’t changed—the problem usually isn’t size. It’s how that space is being utilized.
That’s exactly where mobile storage systems come in. It’s a high-density solution designed to dramatically increase capacity within the same footprint—without expanding your facility or adding extra square meters. However, to truly unlock this hidden space, the secret lies in a precise, engineered mobile rack design.
What is Mobile Pallet Racking and How Does It Work?
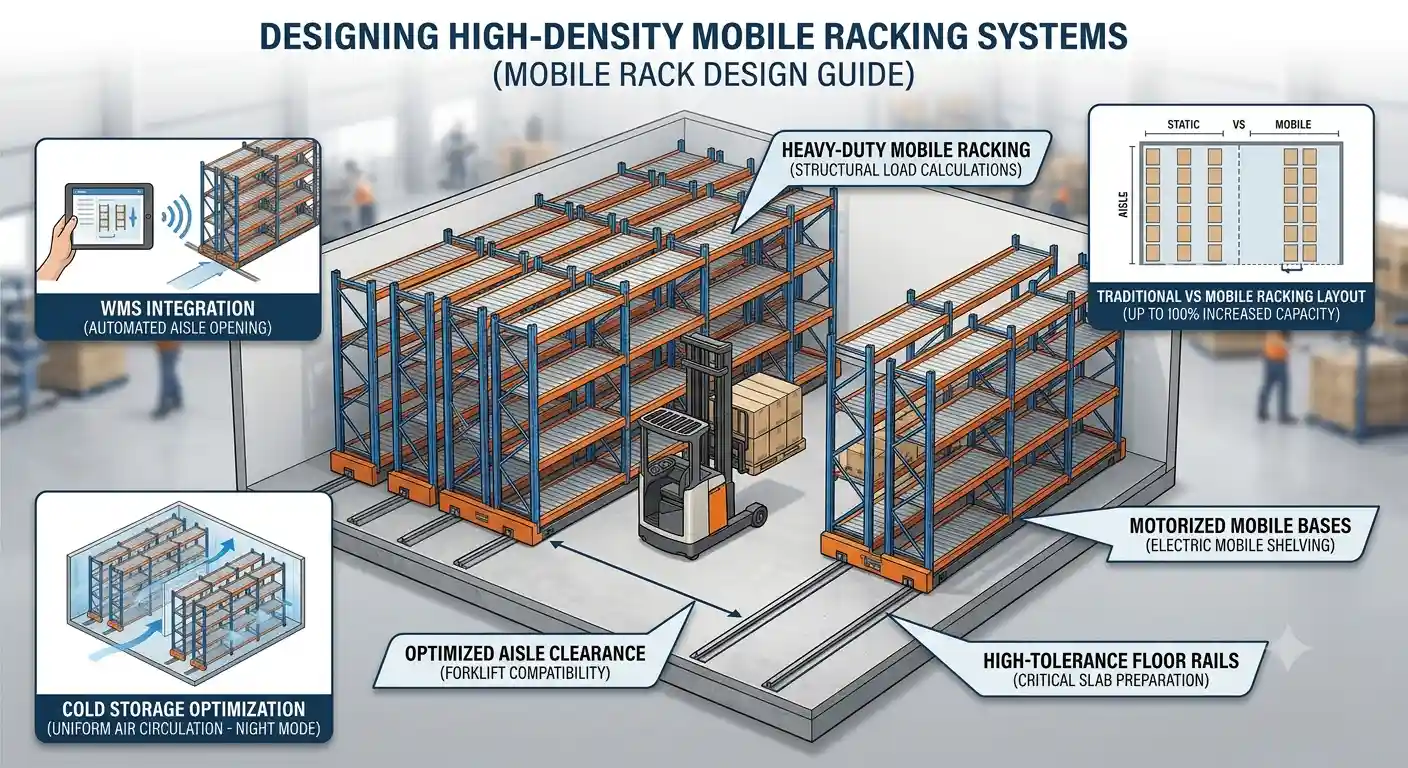
A mobile racking system is a high-density storage solution where industrial pallet racks are mounted on motorized mobile bases rather than being permanently bolted to the floor. These bases travel smoothly along heavy-duty tracks embedded directly into the warehouse concrete slab.
In traditional warehouses, static layouts require a dedicated aisle between every single row of racks. This means up to 60% of your floor space is wasted just on forklift paths. With a mobile racking storage system, those redundant aisles are completely eliminated. The system compacts together, leaving only one single working aisle open at any given time.
When an operator needs to access a specific pallet:
- They select the required aisle via remote control, a central console, or an integrated automation system.
- The movable storage racks shift smoothly sideways on their tracks.
- The correct aisle opens within seconds, providing 100% direct access to every single pallet.
هدر أقل للمساحة. وصول أسرع. تخطيط أذكى.
Core Engineering: Smart Mobile Rack Design Principles
An effective mobile rack design isn’t just about putting standard racks on wheels. It is a highly engineered discipline that transforms warehouse logistics. When configuring a high density mobile shelving or racking layout, structural engineers and warehouse planners must focus on several critical criteria:
1. Structural Load & Heavy Duty Capabilities
Because an entire row of racks moves simultaneously, a robust heavy duty mobile racking design is non-negotiable. The moving bases carry hundreds of tonnes of inventory. Therefore, the design must calculate dynamic loads (the physical forces exerted during acceleration and braking) in addition to traditional static weight limits to prevent structural fatigue.
2. Aisle Clearance & Forklift Maneuverability
In a mobile aisle shelving setup, the width of the single open aisle is tailored precisely to your fleet. Whether you utilize standard reach trucks or Very Narrow Aisle (VNA) forklifts, the design must optimize this clearance to balance maximum safety with the highest possible storage density.
3. Specialized Configurations for Varied Inventory
A versatile mobile rack design can be customized far beyond standard industrial pallets to fit diverse business models:
- Industrial mobile shelving: Optimized for high-volume standard product pallets.
- Mobile cantilever rack: Specially designed for long, bulky, or awkwardly shaped goods like pipes, steel bars, or timber.
- Specialized industrial racks: Including layouts for mobile wire spool rack or mobile blueprint rack systems used in heavy manufacturing and engineering facilities.
Mobile vs. Traditional Racking: Which System Delivers Better ROI?
While traditional static racking systems require a lower upfront capital investment, they fall short when analyzing long-term operational efficiency and facility utilization.
|
المواصفات |
الرفوف التقليدية |
نظام الرفوف المتحركة |
|
كثافة التخزين |
منخفضة إلى متوسطة |
عالية جدًا |
|
استغلال المساحة |
~40% of floor space |
Up to 90% of floor space |
|
Direct Pallet Access |
100% |
100% (One operational aisle at a time) |
|
التكلفة |
أقل |
أعلى |
|
العائد على المدى الطويل |
محدود |
Significantly Higher (Saves property costs) |
|
كفاءة الطاقة |
عادية |
Superior (Highly optimized for cold storage) |
Bottom line: If your facility is optimizing for long-term value, reduced real estate footprints, and sustainable operational costs—rather than just the lowest initial setup price—movable racking is the clear winner.
Why Cold Storage Facilities Rely on Mobile Racking
In temperature-controlled environments and industrial freezers, every single cubic meter of air costs substantial money to cool. Implementing a compact high density mobile shelving system directly targets and eliminates dead, empty airspace.
Key Cold Chain Advantages:
- Drastic Utility Savings: Less open volume means a smaller area to refrigerate, cutting monthly energy bills immediately.
- Maximum Real Estate Yield: Maximizes pallet capacity inside expensive cold storage envelopes.
- Automated Night Mode: Modern electric mobile shelving systems feature a specialized “Night Mode” configuration. During off-hours, the movable shelving units automatically shift to open at equal, calculated intervals across the entire floor. This ensures uniform cold air circulation, preventing dangerous temperature pockets and frost buildup on sensitive stock.
Smart Warehousing: Integrating Mobile Racking with WMS
Modern logistics rely entirely on data-driven speed. When your mobile shelving warehouse is integrated directly with a Warehouse Management System (WMS), material handling efficiency reaches peak performance:
- Automated Aisle Pre-Opening: The moment a forklift operator accepts a picking or put-away task on their cabin terminal, the WMS signals the movable racking system to open the corresponding aisle. The aisle is fully open before the forklift even arrives, eliminating idle waiting times.
- Flawless Inventory Tracking: System integration ensures that high-density mobile rack storage sequences line up perfectly with your FIFO (First-In, First-Out) or LIFO operational strategies.
Advanced Safety Systems and Compliance
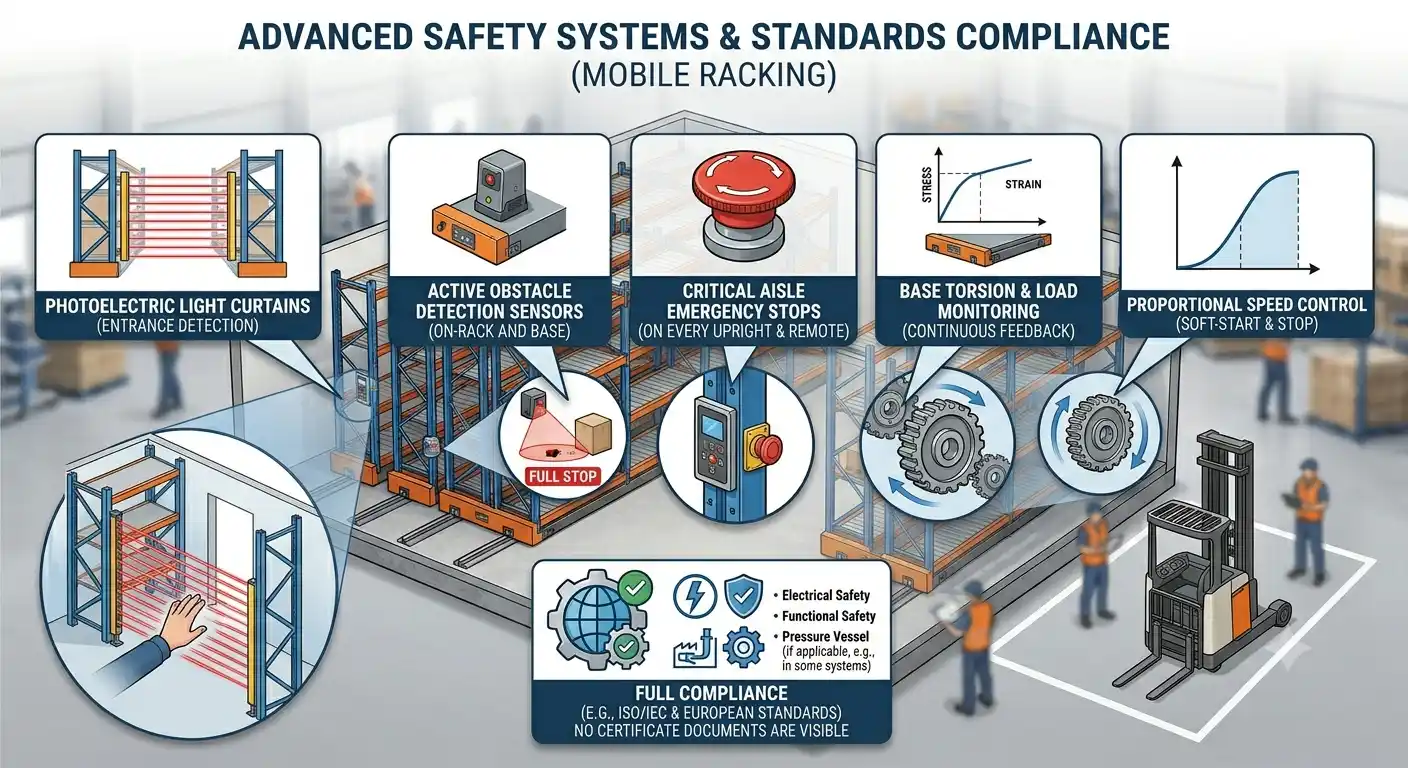
Operating thousands of tonnes of moving steel requires absolute safety. Modern mechanical assist mobile shelving system designs and electric racking layouts incorporate multi-layered, redundant safety features that meet strict international standards:
- Photoelectric Light Barriers: Safety sensors run along the base of the entire moving system. If a forklift wheel, a fallen box, or a pedestrian breaks the light beam, all movement stops instantly.
- Proportional Speed Control: Motors utilize soft-start and soft-stop acceleration curves, ensuring that heavy pallets never jolt, shift, or become unstable during movement.
- Emergency Stops: Highly visible, heavy-duty emergency stop buttons are positioned on every single rack upright face for instant manual control.
Cost Planning: Understanding the Investment
One of the most frequent questions from procurement and operations managers is: What is the actual mobile pallet racking system cost?
Because every industrial space requires customized engineering drawings, a definitive flat rate doesn’t exist. Instead, the final mobile rack price is driven by three main variables:
- The Choice of Mobile Racking System Manufacturer: Premium global engineering firms (such as SSI Schaefer mobile racking) offer heavy-duty, highly reliable systems with long operational lifespans but carry a higher initial cost compared to unbranded, localized fabricators.
- Height and Footprint Specs: Taller systems utilize heavier structural steel profiles to maintain rigidity during movement, altering the raw material cost.
- Automation Depth: Basic remote-controlled systems are more cost-effective upfront, while fully automated, WMS-linked configurations require additional software and sensor integration.
حاجات لازم تعرفها قبل ما تقرر
Before signing off on a high density shelving project, there is one critical technical prerequisite you must address: The Concrete Floor Slab.
Movable shelving systems place massive, concentrated wheel loads onto very narrow floor tracks. Therefore, the concrete slab must be perfectly level and structurally rated to handle these forces. Even minor floor unevenness or slope deviations can put immense strain on the mechanical components, leading to premature gear wear or frequent safety system trips.
When planning your mobile rack design, budget for high-tolerance floor preparation and commit to a consistent, routine preventive maintenance schedule for the tracks, motors, and sensors. Proper structural groundwork guarantees that your high-density investment delivers flawless, high-ROI performance for decades.

