
Maximizing Warehouse Space with Mobile Pallet Racking
If your warehouse feels like it’s “shrinking” over time—even though the space hasn’t changed—the problem usually isn’t size. It’s how that space is being used.
That’s exactly where mobile pallet racking comes in.It’s a storage solution designed to dramatically increase capacity within the same footprint—without expanding your facility or adding extra square meters.
How Mobile Pallet Racking Works Behind the Scenes (And Why It Changes Everything)
The concept is simple, but the impact is huge.
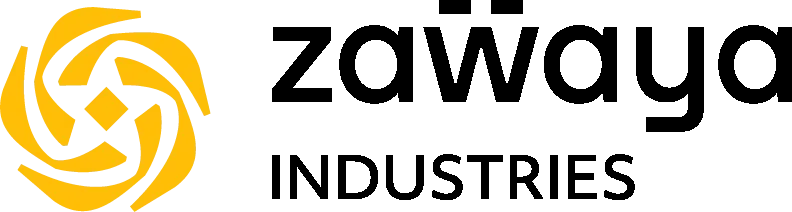
Instead of fixed racks, the system uses racks mounted on motorized mobile bases that move along floor-mounted tracks.
In traditional warehouses, you need an aisle between every row.
With mobile pallet racking, you only need one working aisle.
When access is needed:
- The operator selects the aisle (via remote or system)
- The racks shift smoothly
- The correct aisle opens within seconds
Less wasted space. Faster access. Smarter layout.
Motorized Mobile Bases: The Technology That Unlocks Hidden Warehouse Space
At the core of the system are the motorized bases.
These aren’t just moving platforms—they’re engineered to carry extremely heavy loads (often hundreds of tonnes) while maintaining stability and precision.
The real advantage comes from eliminating static aisles.
By removing unused space, you can increase storage capacity by up to 80–100% within the same building.
In practical terms:
It’s like doubling your warehouse—without building anything new.
Mobile vs Traditional Racking: Which System Delivers Better ROI in Real Operations?
Traditional racking systems are cheaper upfront—that’s true.
But when you look at long-term performance and efficiency, the comparison shifts.
|
Feature |
Traditional Racking |
Mobile Pallet Racking |
|
Storage Density |
Low to Medium |
Very High |
|
Space Utilization |
~40% |
Up to 90% |
|
Direct Access |
100% |
100% (one aisle at a time) |
|
Initial Cost |
Lower |
Higher |
|
Long-Term ROI |
Limited |
Significantly Higher |
|
Energy Efficiency |
Standard |
Superior (especially in cold storage) |
Bottom line:
If you’re optimizing for long-term value—not just upfront cost—mobile systems usually win.

Why Cold Storage Facilities Are Shifting to Mobile Racking Systems
In cold storage, every cubic meter of air costs money to cool.Mobile pallet racking reduces empty space, which directly reduces energy consumption.
Key advantages:
- Less air to cool → lower energy bills
- Higher storage density → better operational efficiency
Many systems also include a Night Mode, where aisles slightly open during off-hours to maintain uniform air circulation and prevent temperature inconsistencies.
Smart Warehousing in Action: Integrating Mobile Racking with WMS
Modern warehouses run on data—not guesswork.When mobile pallet racking is integrated with a Warehouse Management System (WMS), the entire operation becomes more efficient:
- Aisles open automatically as forklifts approach
- Real-time pallet tracking improves inventory accuracy
- Reduced waiting time speeds up picking operations
The result:Faster workflows, fewer errors, and complete visibility.
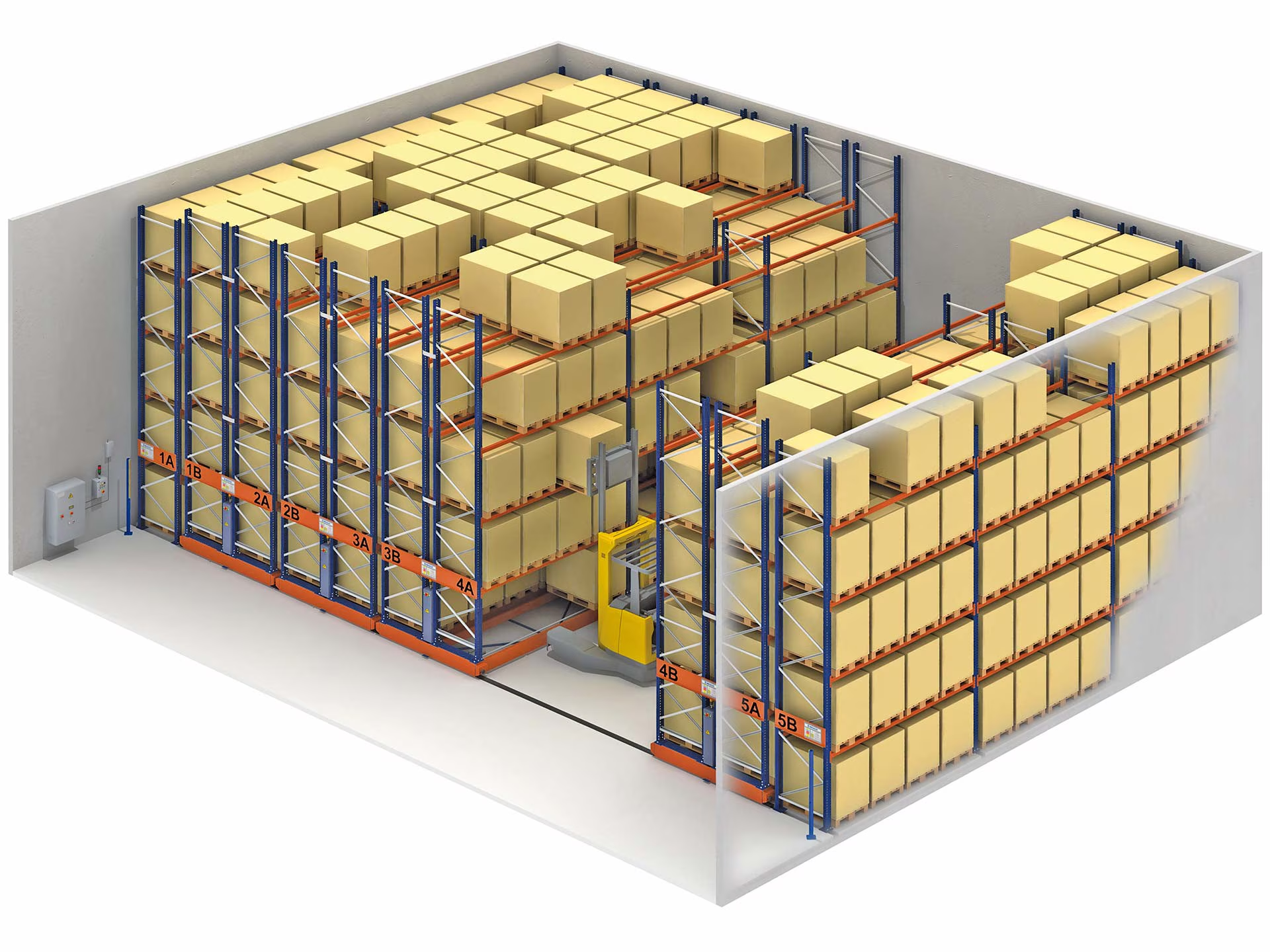
Advanced Safety Systems: Sensors, Emergency Stops & Full Compliance Explained
Despite being a moving system, safety is built into every layer.
- Smart sensors instantly stop movement if something is detected
- Emergency stop buttons are accessible on every rack
- Systems comply with strict international standards (including ISO)
Everything is controlled, monitored, and designed to protect both people and goods.
What Most Suppliers Rarely Mention (But You Should Know First)
There’s one detail that often gets overlooked: the floor.
Mobile systems require a perfectly level surface. Even slight unevenness can lead to premature wear or operational issues over time. Since the motorized bases carry hundreds of tonnes, any deviation in the floor tracks can strain the mechanical components.
Also, while these systems are highly reliable, preventive maintenance is essential to keep everything running smoothly. It’s not about complexity—it’s about consistency. Regular check-ups ensure that the sensors, motors, and tracks remain in peak condition, protecting your investment for decades.
FAQ
What is mobile pallet racking and how does it work?
Mobile pallet racking is a system where racks move on motorized bases along floor rails. It creates a single working aisle, maximizing warehouse space and improving access to pallets efficiently.
How much space can I save using mobile pallet racking?
By eliminating multiple static aisles, mobile pallet racking can increase storage density up to 80–100% within the same warehouse footprint.
Is mobile pallet racking suitable for cold storage warehouses?
Yes. It reduces the total refrigerated air volume, lowers electricity costs, and can maintain even air circulation with Night Mode settings.
